{var%20f='http://v.t.sina.com.cn/share/share.php?appkey=1515056452',u=z||d.location,p=['&url=',e(u),'&title=',e(t||d.title),'&source=',e(r),'&sourceUrl=',e(l),'&content=',c||'gb2312','&pic=',e(p||'')].join('');function%20a(){if(!window.open([f,p].join(''),'mb',['toolbar=0,status=0,resizable=1,width=440,height=430,left=',(s.width-440)/2,',top=',(s.height-430)/2].join('')))u.href=[f,p].join('');};if(/Firefox/.test(navigator.userAgent))setTimeout(a,0);else%20a();})(screen,document,encodeURIComponent,'','','/pics/20211109/202111091952.png', '推荐 章月洲 的文章《快速换模、经济批量、MRP和柔性》','https://www.easysap.com/article-541.html','页面编码gb2312|utf-8默认gb2312'));){kind=link}
点击此处--->
 群内免费提供SAP练习系统(在群公告中)
群内免费提供SAP练习系统(在群公告中)
加入QQ群:457200227(SAP S4 HANA技术交流) 群内免费提供SAP练习系统(在群公告中)
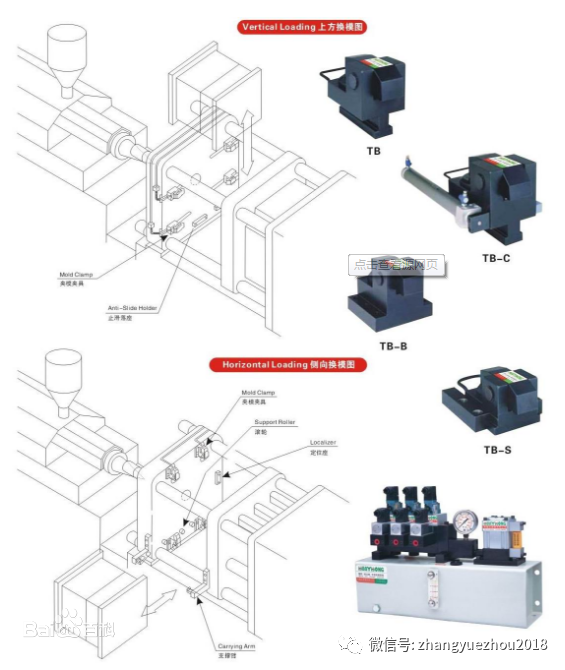
众所周知,精益生产中有一个非常重要的工具,就是快速换模,或称之为SMED(Single Minute Exchange of Die,快速换模,也称快速换产)。
换模时间:因从事换模动作,而使机器或生产线停止生产的时间,即在前一批次最后一个合格零件与下一批次第一个合格零件之间的间隔时间。
线外作业(外作业)指机器在生产运转中,而仍然可以进行的换模动作,又称为"外作业"或者是"外部准备"。
SMED的全称是“六十秒即时换模(Single Minute Exchange of Die),是一种快速和有效的切换方法,快速换模法这一概念指出,所有的转变(和启动)都能够并且应该少于10分钟。因此才有了单分钟这一说法。所以又称单分钟快速换模法、1分钟内换模法、快速作业转换,用来不断设备快速装换调整这一难点的一种方法-将可能的换线时间缩到最短(即时换线)。它可以将一种正在进行的生产工序快速切换到下一生产工序。快速换模法同时也常指快速切换。快速换模法能够并且常常是用于启动 一个程序并快速使其运行,且处于最小浪费的状态。
为什么要实行快速换模(SMED)呢?一般情况下,有模具的加工环节,一般都是设备加工的工序过程,设备和模具都是高资金额的设备,需要分摊设备的折旧成本,换型时间长,有效产出低,则单件成本会比较高。为了弥补分摊成本,需要大的连续工作时间才可以切换。
即,为了分摊成本,需要机器和模具连续生产,换模的间隔需要久。换模时间高---分摊成本高---换型间隔长---产品批量大。
————
根据以上分析,换型时间--分摊成本--换型间隔--经济批量
经济批量(MOQ)一般与物料编号相关,而物料编号与模具相关,这样每一个物流编号需要设置一个经济批量。
经济批量一般在MRP(物料需求计划)时作为约束条件考虑。经济批量的MRP应用,一般有拆单、合单两种状态的应用。
拆单时,一般会把一个比较大批量的订单需求,拆分为N*经济批量的生产订单量,以有利于柔性排程。比如,流水线作业时,一般拆单量是流水线的班产量或班产量*2,一方面可以连续在多个流水线排程,还可以实现多次分批发料,快速计算出不良采购或自制件的补料。
合单时,一般首先要考虑合单周期,是把一周内的订单(需求)合并,还是需要将三周内的订单(需求)合并。其次是合单量的大小,一般是一个或N个经济批量,以减少换型次数。
拆单和合单,一般在MRP时考虑和计算。
————
实现快速换模(SMED)后,换型时间大幅度降低,则大幅度降低了经济批量,生产订单量可以按照较小的经济批量拆分,可以实现多个资源上的排程,结合转移批量的设置,可以实现物料的快速流动,实现柔性、快速和敏捷生产。